|
ramé-hart
Newsletter
January 2023 |
| Contact Angle and Bonding Polymers |
|
Bonding polymeric and elastomeric materials can present significant challenges. Whether you're trying to bond plastic to plastic or trying to print on, paint, or otherwise coat a plastic surface, bonding plastics can be difficult due to its low surface energy. In addition, polymers are non-polar, inert, and can have poor surface chemical functionality. The first key to successful bonding of polymeric surfaces is cleanliness. During the production process and subsequent handling and storage, a polymeric surface can become contaminated. Since polymers are poor conductors, a static charge can build up on the surface which attracts dust and other contaminants.
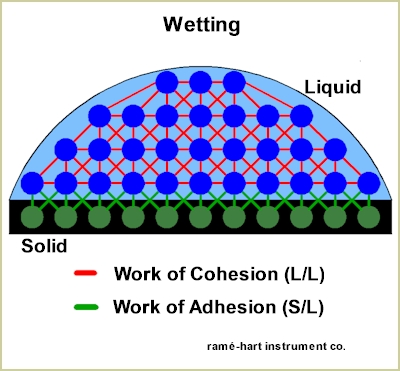
The contaminated surface can act as a monolayer disrupting the work of adhesion. As a result, the surface energy becomes weaker and the resulting contact angle increases. By contrast, a clean and uncontaminated surface promotes optimal wetting and is the first step toward successful bonding. The work of adhesion refers to the molecular bonding between the surface and the liquid phase as shown in the graphic below. Increasing the work of adhesion results in improved wetting, higher surface energy, and better bonding. The work of adhesion is also referred to as the peel force - the amount of energy required to peel off or separate from a particular surface.
One rule of thumb that is often used on commercial applications is to ensure that the surface energy of the solid is 8-10 mN/m higher than the surface tension of the liquid phase. A rudimentary method for measuring surface energy is to use a dyne pen. A dyne pen deposits a small volume of ink of a particular surface tension and the feedback will offer a simple go/no-go signal. Contact angle is a far more effective and precise method for measuring surface energy.1 It's fast and effective and can give you precise feedback. The steps for treating a polymer surface in order to improve its wetting properties begin with pre-treatment cleaning, as previously mentioned - that is, removing surface contamination. Additionally, treating the surface with a solvent and mechanical means to increase surface roughness and improve mechanical bonding is often done after cleaning. Oxidative treatments such as corona discharge or etching with chromic acid may follow. These steps may alter the surface roughness but also introduces functional groups to the surface which improve wetting and strengthens the work of adhesion. Plasma treatment is conducted by applying power to a gas in a low vacuum environment which produces a plasma of ions, electrons, and free radicals which results in surface oxidation.2 Plasma treatment will typically increase the surface energy by at least 10 mN/m. Similarly, flame treatment is effective for treating ticker plastic such as bottles prior to labeling or printing. Other surface treatments include UV radiation, laser treatment, oxidizing acids, sodium naphthalene etching, and cyclizing - which produces small hairline fractures on the surface for improved mechanical interlocking. Whatever methods are used, it's imperative to perform the bonding as promptly as possible after surface treatment. Many of the methods mentioned above have a short period of maximum efficacy. Moreover, polymers are like magnets to dust and even limited handling between the surface treatment and the bonding can result in contamination and degraded bonding. A sound understanding of surface energy and methods for measuring it are critical to measuring the efficacy of cleaning steps and surface treatments that will lead to effective bonding of polymeric surfaces. Notes |
| Happy New Year |
|
We enjoyed our 61st year of operation
this past year. Thank you for your continued business and we look
forward to being of further assistance to you in 2023 the next time
you need a precision
contact angle goniometer,
tensiometer, an upgrade or
technical support on an existing tool,
accessories,
something custom,
spare parts,
custom spinnerets, or
lab work.
We'll be here when you need us. We wish to extend a Happy New Year
2023 to you, your family, and your team. Cheers. |
|
Regards,
Carl Clegg |
|
|